Montagem do motor VW EA111
Acompanhe o procedimento de medição das bronzinas, bielas e pistões no motor do Gol, Voyage, Fox e Saveiro
No final de 1996, quando encerrou a Autolatina, jointventure formada por Volkswagen e Ford, a VW passou a utilizar o motor EA 111, feito na fábrica de motores de São Carlos (SP). Amplamente aplicado em modelos como Gol, Voyage, Fox e Saveiro, por exemplo, exige alguns cuidados ao instalar as bronzinas. Mauricio Ferrareis, técnico em motores da Takao do Brasil, explica que os pontos críticos da montagem estão nas medições. “É necessário durante a montagem medir as folgas e conferir os ajustes. Quando não confere as folga, não faz o aferimento do virabrequim, a montagem do motor é feita no escuro e pode dar problema. Irá gerar a dúvida do que foi feito errado”. Acompanhe abaixo o procedimento de montagem do motor VW EA111.
Os cuidados para realizar o serviço da maneira correta são importantes, isso porque, o reparador que faz a montagem é o responsável por todo o processo. “O técnico que faz a montagem é o responsável pelos serviços, ou seja, a limpeza, deixar as folgas na margem de tolerância, isso está na norma NBR. Assim é necessário ter muita atenção para a montagem do motor VW EA111 ser bem feita e não ter que se preocupar em realizar um retrabalho”, avisa ele.
Outro detalhe que também deve ser observado é o local onde será realizada a montagem. “Montar um motor é muito prazeroso, o ideal é ter uma sala especifica para este fim, além disso, o serviço deve ser feito com muita calma e paciência”, aconselha o técnico da Takao.
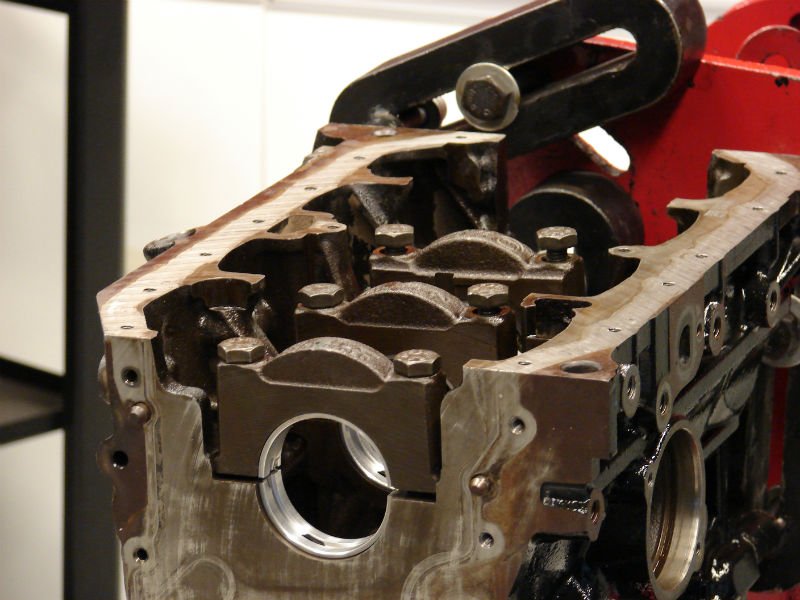
Instalação das bronzinas
- Encaixar as bronzinas seguindo a marcação do localizador. O encaixe final é feito manualmente

2. Colocar as capas dos mancais e apontar com uma chave de boca 17 mm

3. O torque dos mancais é de 65 Nm. Para fazer o processo de metrologia o torque deve ser aplicado em duas etapas, na primeira etapa utilizar o torquimetro regulado em 30 Nm para encostar os parafusos. Na sequencia dar o aperto final com 65 Nm

4. Colocar o virabrequim na morsa. Com o micrômetro fazer a aferição do colo de mancal e aferição de todos os mancais. Este procedimento é necessário para avaliar se há ovalização ou conicidade

5. Utilizar o micrometro como referência para zerar o súbito e fazer a aferição das folgas. A medida especificada é de 54,00 mm a 54,002 mm. A encontrada foi de 53,99 mm, ou seja, próximo da medida indicada. Após medir a folga de óleo foi constatada folga de 0,03 mm. Esta medida está dentro da tolerância, pois a folga máxima é de 0,02 mm a 0,04 mm. Depois disso, montar o virabrequim
Montagem das bronzinas, bielas, pistões e anéis

As bielas são fraturadas, ou seja, separadas por uma fratura, por isso o encaixe é perfeito para a biela. É importante manter as bielas juntas com as capas, pois caso a capa de uma biela for colocada em outra, pode amassar algum ponto do encaixe e não ficar mais perfeito. Por isso cuidado para não misturar as capas e as bielas.
6. Encaixar as bronzinas com a mão, elas têm furo de lubrificação. Estas bronzinas não tem o localizador, por isso a centralização deve ser feita manualmente

7. Colocar as capas nas bielas e seguir a marcação para não inverter o lado . Os parafusos devem ser apontados com a mão

8 . Torquear as bielas com o torquimetro. Aplicar 30 Nm e com o goniômetro aplicar 90º

9. Medir o virabrequim com o micrometro. A medida encontrada no colo da biela foi de 41,98 mm. Ao transferir para o súbito a folga encontrada foi de 0,04 mm. A folga entre 0,02 mm a 0,06 mm esta na faixa de tolerância

10. Lubrificar as bronzinas no bloco. Com a pasta de montagem ou óleo, a lubrificação deve ser abundante para evitar desgastes das bronzinas

11. Encaixar o virabrequim

12. Começar a montagem pelo mancal das arruelas de encosto das bronzinas que fazem a folga axial do virabrequim. Esta bronzina não é flangeada e fácil de ajustar. Lubrificar a arruela e atenção, ela tem posição de montagem, o lado com metal patente e rasgos deve estar virado para o virabrequim

13. Lubrificar e instalar as arruelas

14. Lubrificar, instalar e apontar as capas das bronzinas

15. O mancal central que faz a folga do virabrequim pode ficar deslocado para frente ou para trás em relação ao bloco. Para solucionar, soltar os parafusos e com o cabo do martelo empurrar a capa do mancal no sentido do volante

16. Com uma chave de fenda apoiar em um ponto que não danifique e empurrar o virabrequim para à frente. Depois encostar os parafusos. Este procedimento alinha a capa com o bloco

17 Instalar a base magnética com o relógio comparador. O virabrequim deve ser empurrado para trás e o relógio comparador zerado. Depois disso, empurrar o virabrequim para a frente. A folga encontrada foi de 0,09 mm, próximo da tolerância, sendo assim, o procedimento de montagem pode ser continuado

18. Com o torquimetro e chave de boca 17 mm apertar o virabrequim. O toque é de 65 Nm. Primeiro aplicar 30 Nm e girar o virabrequim. Depois aplicar 65 Nm, girar novamente, ele deve estar solto. Caso ele esteja pesado, com dificuldades de girar é necessário desmontar e encontrar a falha na montagem

19. Colocar as cinco capas dos mancais e torquear com 65 Nm. Ao terminar girar o virabrequim, ele estará solto, o que indica que o procedimento foi feito corretamente

20. Com o micrometro medir a folga dos pistões. A medida encontrada foi 67,085 mm. A folga deste pistão é de dois centésimos e meio (0,025 mm), ela está marcada na cabeça do pistão, até 0,03 mm a folga é aceitável

21. Transferir a medida de 67,085 mm encontrada no micrometro para o súbito e medir o cilindro. A medição deve ser feita no topo, meio e base, no sentido do pino e saia. A folga encontrada foi de 0,03 mm o que está dentro da tolerância. Repetir o procedimento em todos os cilindros.

22. Alinhar o anel na primeira e segunda caneleta com o próprio pistão


23. A medição deve ser feita com o calibre de laminas. A medida encontrada foi de 0,35 mm na primeira canaleta e 0,40 mm na segunda, ou seja, dentro da tolerância

24. Aplicar o anéis nos pistões , mas cuidado eles são sensíveis . Começar com o pacote de anéis da terceira canaleta, para aplicar manualmente , colocar primeiro a mola. O processo requer atenção para não remontar, a ponta deve estar uma ao lado da outra . Sendo assim segurar as pontas da mola com o dedo. Colocar um anel na sequencia o outro no sentido oposto. O anel da segunda canaleta tem um chanfro externo voltado para o virabrequim, este chanfro ajuda na remoção do excesso de óleo do cilindro, O anel da primeira canaleta tem um chanfro interno voltado para o topo do pistão, isso ajuda a aumentar a força tangencial do anel, de regra os anéis trazem sempre uma marcação de top. Nos anéis essa marcação sempre fica voltada para o topo do pistão. Os gaps, pontas dos anéis, devem sempre ficar opostos uns aos outros no momento da montagem, isso aumenta a eficiência dos anéis nos primeiros momentos do funcionamento do motor.

25. Lubrificar os anéis, colocar óleo dentro da canaleta e girar os anéis para espalhar o óleo e posicionar as pontas dos anéis opostas umas das outras.

26. Lubrificar a camisa

27. Utilizar a cinta comprimir os anéis para instalação dos pistões no cilindro

28 Posicionar o pistão para montagem no cilindro. Direcionar a seta de posicionamento do pistão voltada para frente do bloco (polia). Apoiar a cinta com firmeza sobre o bloco, com o cabo do martelo bater levemente no pistão até a biela alcançar o colo do virabrequim, que deve estar em PMI. Repetir o processo nos outros pistões.

29. Virar o motor, lubrificar a bronzina e instalar encostando os parafusos com a chave 10 mm

30. O aperto final deve ser feito com o torquimetro e a ferramenta de ângulo. Calibrar para 30 Nm mais 90º. O mesmo procedimento deve ser feito em todos os pistões e bielas

31. Após a montagem conferir se o motor gira livremente

32. Lubrificar a bomba de óleo pelo furo do pescador. O recomendado é utilizar pasta de lubrificação, pois não há risco de escorrer. Após aplicar a pasta, girar o rotor para lubrificar todas as partes

33. Colocar a junta que fica entre a bomba de óleo e a parede do motor. Siga as guias para aplicar corretamente

34. Com a chave L10 encostar os parafusos

35. Verificar se o motor gira

36. Instalar a junta do pescador

37 Instalar o pescador


Fone: 0800 777 1817 | sac@takao.com.br
Veja o vídeo desta matéria técnica no Canal TV Reparação Automotiva no Youtube
Baixe os catálogos dos fabricantes apoiadores da Revista Reparação Automotiva
Ouça o Podcast da Revista Reparação Automotiva


