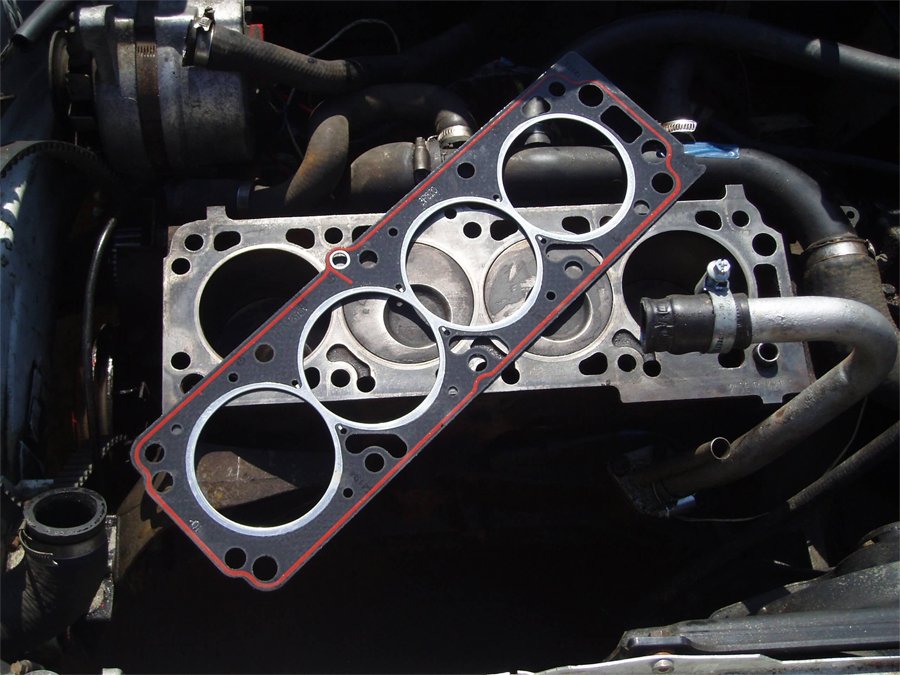
A Revista Reparação Automotiva explica como montar a junta de cabeçote. Confira:
DESMONTAGEM
Deixar o motor esfriar à temperatura ambiente, depois retirar a tampa do reservatório de água do circuito de refrigeração e, com o motor seco, soltar os parafusos na ordem inversa ao aperto.
LIMPEZA
Limpar perfeitamente as superfícies de contato entre o cabeçote e o bloco. Atenção para não danificá-la provocando ranhuras. Esta operação pode ser realizada utilizando Tricloroetileno ou Tiner, em seguida limpar o circuito de refrigeração. Com um macho roscado limpar as roscas do bloco, com uma broca ou escareador limpar os buracos de passagem do cabeçote para eliminar rebarbas. Aspirar com uma seringa toda a sujeira, água ou óleo que possa se encontrar no fundo dos orifícios, depois utilizar um comprimido para eliminar todo o resto da sujeira que resultou do trabalho, evitando assim um ajuste falso do cabeçote. Proteja seus olhos; utilize lentes de segurança.
VERIFICAÇÕES
Comprovar que a superfície do cabeçote e do bloco estejam planas, dentro dos limites admitidos: Motores de 4 cilindros e V8: máximo 0,05mm (0,002’’). Motores de 6 cilindros: máximo 0,127mm (0,005’’). Motores diesel: consultar especificações de fábrica, uma vez que varia segundo os modelos e as tolerâncias aplicadas.
No caso de cabeçotes que se encontrem muito distorcidos, (o que implicaria em uma retificação excessiva, fora dos valores admitidos pelo fabricante) experimente realizar uma “retificação” a calor, na qual o cabeçote é aquecido em um forno especial preso com parafusos sextavados a uma placa de aço pesada e reforçada nos lugares de maior deformação. Este trabalho deve ser realizado em oficinas especializadas que contam com a tecnologia necessária para esta operação delicada.
A suavidade que apresentam as superfícies é um fator crítico no caso de juntas de lâminas metálicas e multilâminas. Se as superfícies são muito rugosas, a junta poderá não preencher as deformações que apresentam as peças, ocasionando fugas de compressão e/ou líquido de arrefecimento e lubrificante. Utilize um rugozimetro (régua) de comparação superficial para verificar a deformação das peças (cabeçote e bloco).
Dica de montagem:
Como regra geral, caso se desmonte a cabeçote de cilindros de um motor equipado com uma junta de lâmina e o reparo seja somente da parte superior (ou seja, o bloco não é desmontado), no momento de realizar a montagem da cabeçote, utilize uma junta tipo Metalgraf®, uma vez que ela absorve melhor as diferenças que a superfície do bloco possa ter. Na escolha de uma junta, considere a variação da relação de compressão.
Certifique-se de que o cabeçote não esteja excessivamente retificado, uma junta por si mesma não pode compensar esta diferença de altura (em certos casos, podem trocar válvulas contra o pistão ou aumentar em excesso a relação de compressão); caso isso ocorra, procure juntas especiais sob medida reforçadas.
Lembre-se que a diminuição na câmara de combustão provocará aumentos de temperatura e pressão, submetendo os componentes do motor a esforços para os quais não foram desenhados. A junta de cabeçote atua nesses casos como “fusível” do motor, sendo essa a parte que primeiro ressente. Caso isso não ocorresse, logo se provocariam graves defeitos no motor, como por exemplo a perfuração dos pistões causada pelas detonações (“pistoneio”), válvulas queimadas, rupturas de anéis, empenamento de bielas, etc.
No caso de motores a diesel, medir com um comparador a altura máxima dos pistões com relação ao bloco; a medida que será tomada como referência. Com base nessa medida, selecione a espessura da junta (travamento).
IMPORTANTE: Compare a espessura da junta usada (se possível com um micrômetro) com a nova a ser utilizada.
Na escolha da junta não considere somente os travamentos que identificam as espessuras (motores a diesel), a nova junta deve ter aproximadamente entre 4% e 8% a mais de espessura que a junta usada.
Controle os parafusos de aperto do cabeçote. Em motores para os quais se indique o aperto por quilos, verifique se o tamanho corresponde à medida original. Caso se observe que estão “esticados” ou que a superfície da rosca está danificada, DESCARTE-OS.
No caso de reutilizá-los, escove a rosca; lubrifique ligeiramente com óleo de motor as roscas e as superfícies de contato dos parafusos (bases das cabeças) e deixar escorrer por uns 30 minutos. Essa medida permite diminuir a perda de torque por atrito na rosca do parafuso tornando mais efetivo o par indicado. Se o parafuso tem arruela integrada, lubrificar entre a arruela e a cabeça do parafuso.
ATENÇÃO: Nunca lubrifique a face da arruela contra o cabeçote. No caso de os parafusos serem de tamanhos diferentes, atente especialmente para respeitar a posição correta de cada um; não respeitar essas posições pode provocar um aperto falso e o cabeçote não se assentará corretamente no bloco. Nunca utilize tipos diferentes de parafusos sextavados misturados uma vez que os materiais e desenhos podem ser diferentes.
EM MOTORES PARA OS QUAIS SE INDIQUE APERTO ANGULAR É IMPRESCINDÍVEL UTILIZAR ARRUELAS E PARAFUSOS NOVOS
Em motores com camisas molhadas intercambiáveis, deve-se verificar a altura destas com relação à superfície do bloco. Determine a espessura do “suplemento” do assento da camisa e lembre-se que deve-se colocar apenas um por camisa.
Utilize comparador e adéque-se às tolerâncias especificadas pelo fabricante. É muito importante que as camisas sejam colocadas em posição de forma que a altura se escalone desde o cilindro N°1 até o cilindro Nº4 ou vice-versa.
MONTAGEM
Não aplicar nenhum produto adicional à junta de cabeçote (silicones, graxas, seladores) porque se estaria provocando uma sobreespessura e, portanto o assentamento incorreto. A colocação da junta deve ser realizada a seco. Não se deve montar a mesma junta pela segunda vez; é importante realizar os ajustes com o motor frio.
O circuito de refrigeração somente será completado depois de concluída a operação de montagem.
Ajuste os parafusos de fixação do cabeçote seguindo a ordem e o sistema indicados pelo fabricante.
IMPORTANTE: em muitos motores modernos se especificam diferentes torques para os parafusos, dependendo de sua localização na cabeçote, assim como o sistema de aperto empregado, uma vez que, às vezes, para o assentamento correto da cabeçote no bloco não se utiliza o sistema tradicional em cruz ou espiral.
Dar partida no motor (“sem forçar”) até que atinja a temperatura normal de trabalho. Deixe esfriar a temperatura ambiente e reaperte ao torque final que utilizou na etapa anterior.
Caso o ajuste seja por quilos: trabalhando com cada parafuso de uma vez e na mesma ordem que utilizou para o aperto, afrouxe 90° e ajuste ao valor final.
Caso o ajuste seja angular: utilize um transferidor (chave goniométrica) em vez de um torquímetro (ou pode-se acoplar a ele um goniômetro adaptável) para ter a maior exatidão possível dos ângulos aplicados. Deve-se proceder especificamente como indica o fabricante, uma vez que a sequência de ajuste para cada motor e cada tipo de parafuso usado é muito variável.
CONSELHO: No método angular os ajustes devem ser aplicados de uma vez de forma igual e firme. Caso se interrompa o ajuste na metade do caminho ou se afrouxe a tensão que se está aplicando antes de chegar à posição final é muito provável que o torque aplicado não seja o valor especificado pelo fabricante. Entre os 600 e os 1000 km, ao ajustar a luz final de válvulas, verifique se os parafusos não perderam tensão e, caso seja necessário, repita a última operação de ajuste (se o sistema utilizado foi por quilos) com o motor frio e o circuito de refrigeração vazio.
IMPORTANTE: Seguir com atenção as recomendações deste relatório e as que acompanham a embalagem do produto. Considere que a evolução dos motores, materiais e alterações tecnológicas fizeram com que certos procedimentos e algumas práticas de costume ficassem ultrapassadas.
Confira mais dicas técnicas no portal da Revista Reparação Automotiva.


